مهندس برتر
آموزش نیاز های ((اصلی و فرعی)) مهندس مکانیکمهندس برتر
آموزش نیاز های ((اصلی و فرعی)) مهندس مکانیکگرمکن ها

چون طبق قوانین گازها و رابطه P1.T2=P2.T1 اگر فشار گازی در حجم ثابت از P1 به P2 کاهش یابد دمای آن نیز از T1 به T2 کاهش خواهد یافت ، لذا در سیستم های تقلیل فشار گاز همواره با کاهش دمای گاز مواجه خواهیم شد و در نتیجه هنگامی که دمای گاز به نقطه شبنم گاز نزدیک شود بخار مایعات همراه گاز اعم از آب و هیدروکربورهای سنگین تر به صورت مایع درآمده و در دمای پایین محیط در تاسیسات ایجاد یخزدگی می نماید.
ادامه مطلب ...
گسکت چیست؟
گسکت(Gasket) در لغت نامه فارسی به معنای درز بند، واشر مقوایی یا چرمی
و لائی می باشد. در فرهنگ اصطلاحات فنی بدین گونه تعریف شده است:
گسکت یک درزگیر(درز بند)
مکانیکی می باشد که به گونه ای طراحی شده تا در فضای خالی بین دو شیئ(اتصالات
فلنجی) که تحت فشار هوا یا آب هستند قرار گرفته تا از نشتی جلوگیری بعمل آید و به
اصطلاح آب بندی گردد.

آلیاژهای حافظه دار

آلیاژهای حافظه دار گروه جدیدی از مواد هستند که اگر با ترکیب شیمیایی مشخّص تحت عملیات حرارتی مناسبی قرار گیرند؛ توانایی بازگشت به شکل یا اندازه از قبل تعیین شده را از خود نشان می دهند.
همچنین این مواد قابلیت تبدیل انرژی گرمایی(الکتریکی)را به انرژی مکانیکی دارند واگر گرم وسرد کردن این آلیاژها با جریان الکتریکی کنترل شود؛ میتوان حرکتهای سیکلی با قابلیت تکرار در دفعات متوالی ایجاد کرد.
آلیاژهای حافظه دار از عناصر نیکل و تیتانیوم تشکیل شده اند، که تحت نام نایتینول شناخته می شوند.
این آلیاژها کاربردهای گوناگون و بسیار مفیدی در زمینه هایی همچون: هوا وفضا، صنایع خودروسازی، پزشکی،دندانپزشکی و....
خاصیت منحصر به فرد این آلیاژها بر اساس تغییر فاز در آلیاژ نایتینول میباشد.
شیر اطمینان (SAFETY VALVE)

الفبای هوانوردی
در هوانوردی و مکالمات بین خلبان و کنترلر برج مراقبت به جای استفاده از حروف الفبای انگلیسی که گاهی ممکن است در تلفظ آن اشتباهای رخ دهد به جای آنها کلمات معادل آن را قرار داده اند . مثلا وقتی واحد گراند برج به خلبان دستور تاکسی می دهد و می خواهد نام تاکسی وی هایی (taxy way) را که باید از آن عبور کند به او بگوید مثلا به جای تاکسی وی A1 می گوید آلفا وان (Alpha one ) . اگر این کار را نکند ممکن است در بعضی حروف مشابه مثل b و d اشتباه تلفظی شود ولی در این الفبا به جای b می گویند bravo و به جای d می گویند دلتا delta

نکته دیگر:برای به وجود نیامدن مشکل تلفظی در عدد نه با اعداد دیگر به جای عدد نه 9 (nine ) می گویند ناینر (niner) .
A = ALPHA
B = BRAVO
C = CHARLIE
...
راهنمای نگارش گزارش کارآموزی
شیوهنامه نگارش گزارش کارآموزی :
نتیجه کارآموزی دانشجویان در قالب گزارش مشروح کارآموزی ارائه میگردد. این گزارش نه تنها موجب ارزیابی کارآموزی انجام گرفته می شود بلکه ممکن است به دانشجویان و کارآموزان بعدی کمک کند تا اطلاعات اولیه کاملتری برای انتخاب محل کارآموزی داشته باشند. همچنین اطلاعات فنی موجود درگزارش کارآموزی میتواند برای سایر دانشجویان مفید باشد.

انیمیشن های مرتبط با مکانیک
برای مشاهده انیمیشن ها بر روی لینک های زیر کلیک نمایید :
| Engine Animation Animation of the four stroke cycle |
| Pump Animation Animation showing how a camshaft works within a pump |
| Camshaft Animation showing how a camshaft works |
| Rocker Camshaft Animation showing how a rocker camshaft works |
| Cylindrical Cam and Roller Follower Animation showing a working cylindrical cam and roller follower system |
| Plate Cam and Flat Follower Animation showing a working plate cam and flat follower system |
 | Plate Cam and Roller Follower Animation showing a working plate cam and roller follower system |
| Plate Cam and Knife Edge Follower Animation showing a working plate cam and a knife edge follower system |







پلتروژن-فرآیند پیوستهای برای تولید انواع پروفیلهای کامپوزیتی
پلتروژن فرآیند پیوستهای برای تولید انواع پروفیلهای کامپوزیتی است. در این فرآیند، الیاف تقویت کننده را از یک حمام عبور میدهند تا به رزین آغشته شود. سپس الیاف آغشته شده را وارد یک قالب گرم مینمایند و نمونه پخت شده را توسط یک دستگاه کشش بیرون میکشند. بعد از این مرحله امکان برش محصول در اندازههای دلخواه وجود دارد. این فرایند تا حدودی مشابه فرایند اکستروژن پلاستیکها و تولید پروفیلهای پلاستیکی است.
از جمله مزایای این روش که یکی از باصرفهترین روشهای تولید
کامپوزیتهاست، این است که درصد الیاف در آن بالاست و چون الیاف بصورت طولی آرایش
مییابند، محصول دارای استحکام کششی و فشاری بسیار بالایی است. همچنین سطح محصول
نهایی کاملاً صاف است و نیازی به فرآیندهای تکمیلی نیست.
مراحل
فرآیند:
ورودی الیاف: الیاف تقویت کننده به شکلی هستند که بطور پیوسته
فرآیند امکان پذیر باشد. قفسه الیاف پیوسته، اولین قسمت خط فرآیند میباشد. بعد از
قفسه الیاف، قفسه نمد الیاف شیشه یه پارچهها سطح قرار دارد. حرکت الیاف از ناحیه
آغشته سازی میبایست کنترل شود تا از هرگونه پیچش و گره و آسیب محفوظ بماند.
اینکار میتواند توسط راهنماهای فلزی، سرامیکی و یا تفلونی انجام شود.
حمام آغشتهسازی: آغشتهسازی الیاف تقویت کننده، از اصول فرآیند
پلتروژن میباشد. غوطهوری در حمام یک راه برای این کار است. در این روش الیاف از
رو و زیر میلههای آغشتهسازی عبور داده میشوند تا از هم باز، و به رزین آغشته
گردند. معمولاً در ساخت پروفیلهای پیچیده، بعد از حمام و قبل از قالب، از صفحاتی
برای شکل دادن به الیاف آغشته به رزین، استفاده میکنند. پوشش این صفحات باید از
جنسی مناسب باشد تا از وارد ساختن هرگونه تنش به الیاف آغشته ضعیف شده، جلوگیری به
عمل آید. معمولاً این قطعات از جنس تفلون، پلی اتیلن با جرم مولکولی بسیار بالا،
فولاد با پوشش کرم و یا آلیاژهای مناسب فولادی میباشند.
قالب: قالب
پلتروژن، قلب این فرایند محسوب میشود. چرا که دما، کنترل کننده سرعت واکنش پخت،
محل پخت رزین در قالب و شدت گرمای حاصل از پخت رزین میباشد. قطعهای که کامل پخت
نشده باشد، خواص فیزیکی و مکانیکی ضعیفی از خود نشان میدهد. همچنین اگر گرمای
اضافی در قالب وجود داشته باشد، نقص و ترک حرارتی، موجب افت خواص الکتریکی، شیمیایی
و مکانیکی قطعه میشود.
گیره و کشش: حداقل 3 متر فاصله بین خروجی قالب و محل
کشش میبایس تعبیه شود تا قطعه فرصت سرد شدن پیدا کند و در برابر فشار گیره کشش
تغییر شکل ندهد. سه روش برای کشش مرسوم است؛ کشش رفت وبرگشتی متناوب، کشش رفت و
برگشتی پیوسته و کشش توسط سیستم تسمه نقالهای.
برش: هر خط پیوسته پلتروژن
احتیاج به یک سیستم برش دارد تا طولهای مناسب از قطعه تحویل شود. هردو روش برش خشک
و تر قابل استفاده میباشند. ولی در هر حال تیغه برش میبایست الماسه باشد. در
صورتیکه سرعت خط بالا باشد، تیغه برش همراه پروفیل حرکت میکند.
مواد: با
توجه به خواص مورد نظر، میتوان از الیاف و رزینهای مختلفی استفاده نمود. الیاف
تأمین کننده خواصی چون استحکام کششی و ضربه، سفتی و مانند آن میباشند ولی رزین
تأمین کننده خواص فیزیکی مانند آتشگیری، مقاومت در برابر شرایط جوی، هدایت حرارتی و
مقاومت شیمیایی میباشند. برای بهبود خواص نیز از انواع افزودنیها استفاده
میشود.
الیاف: در انتخاب الیاف سه ویژگی مورد بررسی قرار میگیرد: نوع
الیاف (شیشه، آرامید و کربن)، شکل آنها ( Roving,Mat,Fabrics ) و آرایش یافتگی
آنها. الیاف شیشه مرسوم ترین نوع الیاف مورد مصرف میباشند. الیاف شیشه نوع
الکتریکی ( E-grade )، استحکام کششی حدود Mpa 3450 و مدول کششی Gpa 70 و ازدیاد طول
3 تا % 4 دارند و با قطر و وزن مختلف در دسترس میباشند. سطح الیاف نیز متناسب با
رزین کاربردی پوشش داده شدهاند. برای کاربردهای خاص میتوان از الیاف نوع S یا R
استفاده نمود.
ماتریس پلیمری:
پلی استر غیر اشباع: هر
دو نوع ایزو و ارتو فتالیک قابل استفاده میباشند. پلی استر مورد مصرف در فرآیند
پلتروژن باید امکان ژل شدن و پخت سریع را داشته باشد تا قطعه از قالب جدا شود و
بیرون کشیدن آن به سهولت انجام پذیرد. ویسکوزیته رزینهای معمول پلتروژن cP 500
میباشد. اگر ویسکوزیته رزین بالا باشد، میتوان آنرا با مقادیری استایرن مخلوط
نمود تا ویسکوزیته مناسب بدست آید. البته باید توجه داشت مقدار استایرن آنقدر زیاد
نشود که بصورت واکنش نکرده یا پلی استایرن درآید.
پراکسیدهای مورد استفاده در
این فرآیند، باید در دمای بالاتر از محیط فعال شوند. به عنوان نمونه میتوان به
موارد زیر اشاره نمود:

به علت پیوندهای غیر اشباع، پلی استر پس از پخت 7 درصد جمعشدگی نشان
میدهد. این نقص میتواند توسط فیلر و افزودنیهای Low Profile جبران گردد. خواص
الکتریکی پلیاستر، قطعات آنرا مناسب برای کاربردهای ولتاژ بالا ساخته است. مقاومت
در برابر شرایط محیطی پلیاستر، متوسط تا خوب است. خواص بهتر توسط افزودنیها و
پارچه و پوشش (حتی بعد از فرآیند) قابل دستیابی است.
وینیل استر: این رزین
نسبت به پلیاستر دارای مقاومت خورندگی، خواص مکانیکی و حرارتی بهتری میباشد ولی
حدود 75 درصد گرانتر میباشد.
رزین اپوکسی: این رزین برای استفاده در دماهای
بالاتر مناسبتر است ضمن آنکه خواص مکانیکی آن عالیست.
سایر رزینها: از رزینهای
دیگری مانند فنولیک، پلیمتیل متااکریلات و حتی ترموپلاستها استفاده نمود.
مواد افزودنی:
فیلر: در فرآیند پلتروژن پرکردن قالب
اهمیت فراوانی دارد. برای این منظور از پرکنندهها استفاده میشود. بعد از رزین و
الیاف، سومین بخش رزین را تشکیل میدهد. از معمولترین فیلرها، کربنات کلسیم،
سیلیکات آلومینیم و هیدروکسید آلومینیم را میتوان نام برد. با توجه به ویسکوزیته
فرمولاسیون، تا 50 درصد وزنی فیلراستفاده میشود.
عامل جدا کننده( release agent
): به منظور جداشدن قطعه از قالب، میبایست از یک عامل جداساز استفاده شود. این
عامل نباید کاملاً ناسازگار با رزین باشد و همچنین سازگاری آن به حدی نباشد که به
سطح قطعه مهاجرت نکند. همچنین باید قبل از پخت رزین مذاب شده باشد.
سایر
افزودنیها: در فرآیند پلتروژن میتوان از انواع رنگدانهها، افزودنیهای بهبود
خواص حرارتی و سایر مواد مرسوم در صنعت کامپوزیت استفاده نمود.
خواص: جهت مقایسه
خواص پروفیلهای پلتروژن با سایر مواد جداول ذیل ارائه میگردد:
مقایسه خواص مکانیکی پروفیلهای پلتروژنی با سایر مواد

مزایای پلتروژن: پلتروژن یکی از اقتصادیترین روشهای تولید پروفیلهای
کامپوزیتی مورد مصرف در صنایع ساختمان است.
از این فرآیند در ساخت قطعات سبک
مقاوم در برابر خورندگی، سیستمهای عایق الکتریکی، سازههای ساحلی و بسیاری از
کاربردهای دیگر استفاده میشود. ویژگیها و مزایای قطعات حاصل از این روش، در جدول
زیر خلاصه شده است:
مقایسه خواص فیزیکی-شیمیایی پروفیلهای پلتروژنی با سایر مواد

کاربردها:کاربرد قطعات پلتروژنی محدوده وسیعی را در بر میگیرد:

چرا موتورخودرو جوش میآورد؟

راننده هر خودرو باید اطلاعات فنی اولیهای درباره اتومبیل داشته باشد و به روشهای رفع عیبهای متداول خودرو آگاه باشد.در غیر این صورت، بروز هرعیب جزیی میتواند برنامههای کار و زندگی او را با تاخیر مواجه کند. این آگاهی باعث میشود ایمنی خودرو افزایش یابد؛ اتومبیل بیشتر عمر کند و بهتر شما را به مقصد برساند. همه رانندگان خودرو با اصطلاح «جوش آوردن خودرو» آشنا هستند. در این نوشته، میکوشم اطلاعات لازم پیرامون دلایل جوش آوردن خودرو، راهکارهای پیشگیرانه و اقدامات ایمنی لازم در موقع اضطرار را در اختیارتان قرار دهیم.
ادامه مطلب ...
هشت اشتباه آدمهای باهوش(حتما مطالعه کنید)
|
حتماً آدم های بسیار باهوش و توانمندی را میشناسید که هیچ کار مفیدی انجام نمیدهند. آنها ساعت های طولانی کار میکنند، به خودشان استرس وارد میکنند اما هیچ پیشرفت خوبی نمیکنند.
همه ما در طول زندگی عادت های غیر مفیدی پیدا میکنیم که ما را از رسیدن به هدف اصلی زندگیمان دور میکند. و معمولاً در این دنیا که با سرعت شگرفی پیش میرود، حتی متوجه نمیشویم که همان اشتباهات را دوباره و دوباره مرتکب میشویم. برای اینکه زندگی متوازن و مفید داشته باشید باید طولانی مدت در کاری که راضیتان میکند تلاش نموده و از اشتباهاتی که در زیر عنوان میگردد دوری کنید.
|

مجموعه مهندسی مکانیک برای کارشناسی ارشد
میگن سازمان سنجش از این منابع سوال ها رو طرح میکنه!!!!!!!
زبان: متون تخصصی مکانیک
زبان عمومی: ۱- گرامر زبان عمومی کلیه رشتههای کارشناسی ارشد، تألیف وحید عسگری، انتشارات: کانون فرهنگی آموزش. ۲- لغت: ۵۰۴ absolutely essntial words , TOFEL flash (vocabulary) 3- درک مطلب : TOFEL flash (Reading) ،-زبان انگلیسی عمومی ۲(درک مطلب)، انتشارات کانون فرهنگی آموزش
ریاضیات:
ریاضی ۱:
آزمونهای ریاضی کارشناسی ارشد: مؤلف: دکتر نیکوکار
ریاضی ۲: مؤلف: مهندس حسین
سرمدی ـ شرکت تعاونی سازمان سنجش آموزش کشور
ریاضی
مهندسی: یوسف کریمی، انتشارات کانون فرهنگی آموزش
معادلات دیفرانسیل: ۱: مؤلف: دکتر
نیکوکار
ترمودینامیک: ون وایلن،
سنجل
دروس تخصصی:
مکانیک سیالات: وایت، فاکس، شیمز،
استریتر
انتقال حرارت: اینکرپرا،
هولمن
مقاومت مصالح:
بیرجانسون
استاتیک: مریام، بیر
جانسون، شیمز
طراحی اجزاء: شیگلی،
اسپاتس
دینامیک : مریام، نیکخواه
بهرامی
ارتعاشات :
تامسون
دینامیک ماشین : مارتین، پازوکی
کنترل : اوگاتا، بنجامینکو
انواع پمپ ها به روایت انیمیشن

پمپ دند ه خارجی
پمپ دنده داخلی


پمپ پیستون محوری

پمپ پره ای
ماشین های فرز
امر براده برداری به وسیله دست یا ماشین
انجام می گیرد.
براده برداری
ماشینی- ماشین های براده برداری یا حرکت خطی دارند،مانند صفحه تراش ،اره لنگ ،خان
کشی و غیره ، یا دارای حرکت دورانی هستندکه اکثر دستگاههای براده برداری به این
صورت ساخته شده اند.ماشین های برده برداری با حرکت دورانی به دو صورت کار می
کنند:الف) قطعه کار
دارای حرکت دورانی و ابزارهای حرکت خطی است مانند دستگاههای تراش
ب) قطعه کار ثابت
بوده یا دارای حرکت خطی است اما ابزار براده برداری دارای حرکت دورانی است که اساس
کار ماشین های فرز بر این مبنا است.
شکل۱:قطعه کار دارای حرکت دورانی

قطعه کار دارای حرکت دورانی
شکل۲:قطعه کار دارای حرکت ثابت
قطعه کار دارای حرکت ثابت
انواع ماشین های
فرز
ماشین های فرز بسته به این که محور اصلی تیغه
فرز آن افقی یا عمودی باشد به نامهای ماشین فرز افقی یا عمودی نامیده می
شود
.اگر ماشین فرز به نوعی طراحی شده باشد که کله گی آن تعویض شده بر آن کله
گی افقی یا عمودی میله فرز گیر بسته شود و یا دستگاه کله زنی بر ان سوار شود،این
ماشین ها را “انیورسال” گویندو معمولا ماشین فرز انیورسال به دستگاههایی گفته می
شود که علاوه بر امکان تعویض کله گی ماشین میز ماشین به موازات سطح افق به سمت راست
یا چپ گردش پذیر باشد و یا درجه بندی که در زیر میز اصلی قرار داده شده تحت زاویه
های معین تنظیم گردد که برای در آوردن شکاف های مارپیچ مورد استفاده قرار می
گیرد.
ماشین فرز
افقی
به ماشین فرز هایی گفته می شود که محور فرز
گیر در این ماشین ها به طور افقی یاتاقان بندی شده است
.در شکل زیر ماشین فرز افقی و قسمت های مختلف آن نشان داده شده
است
.دستگاههای فرز ساده ای موجود است که در صنعت بیشتر از دستگاههای مطابق
شکل استفاده می شود،بنابراین شکل این دستگاه را انتخاب کردیم
.
شکل۳:ماشین فرز افقی

ماشین فرز افقی
|
3- جعبه دنده حرکت اصلی |
۲- تابلوی برق |
۱- بدنه |
|
۶-میز اصلی |
۵-کله گی افقی |
۴- مکانیزم تنظیم دور |
|
۹-محور اصلی |
۸-دستگاه بار اتومات |
۷- میز گونیایی |
بدنه ماشین
فرز
این قسمت از ماشین،مانند ستونی بر کف کارگاه
بر روی پایه ای قرار گرفته است که از چدن ریخته گری شده است و در درون آن جعبه دنده
انتقال حرکت بر محور اصلی قرار گرفته است و برای نصب سایر قسمت ها مکانهایی جا سازی
شده است ،از جمله برای آب صابون در پایه مخزنی جا سازی شده که برای خنک کاری در
عملیات فرز کاری مورد استفاده قرار می گیرد و نیز برای نصب تابلو برق در آنجا
جاسازی شده است. در قسمت جلو راهنماهایی به طور عمودی نصب شده است که قطعات مختلف
میز ماشین به وسیله این راهنماها بر روی آن نصب می شود. در قسمت بالای بدنه
راهنمایی به منظور نصب کله گی ماشین فرز یا یاتاقان گیر قرار داده شده است .قطعه
شماره ۱ از شکل بالا نشان دهنده بدنه ماشین فرز
است .
تابلوی برق
در قسمت شماره ۲ شکل بالا تابلو برق دستگاه فرز و دریچه آن
را می بینید
.در این قسمت مدار برقی کل دستگاه قرار داده شده است.جریان برق کارگاه به
وسیله کابل برق به درون این تابلو وصل میشود وبه وسیله کنتاکتور و فیوزهایی که در
آن قرار داده شده است به الکتروموتورهای راه انداز حرکت محور اصلی و شستی حرکت بار
به وسیله فرمان و شستی استپ و شستی حرکت سریع میز-که بر روی درب جعبه دنده به شماره
۴ و میز ماشین به شماره ۶ نصب شده
است.فرمان داده می شود و مرکز ارتباط فرمان دهی دستگاه فرز در این قسمت بر هم دیگر
مرتبط می گردد.برروی دریچه برق معمولا کلید اصلی قطع و وصل جریان برق دستگاه فرز و
کلید چپ گرد و راست گرد محور اصلی قرار داده می شود.برای راه
اندازی دستگاه فرز،ابتدا باید کلید اصلی برق دستگاه را روشن کرد و سپس به کمک شستی
فرمان آن را راه اندازی نمود.در پایان کار
دستگاه لازم است کلید اصلی برق دستگاه را قطع کرده دستگاه فرز را ترک کنیم و هیچوقت
در پایان کار فرزکاری کلید اصلی را روشن نگذارید.
جعبه دنده حرکت اصلی(قسمت شماره
۳)
جعبه دنده حرکت اصلی ماشین فرز را نشان می
دهد که دریچه آن به شماره ۴ نشان داده شده است.به وسیله این جعبه دنده
دورهای مورد نیاز فرزکاری-که باید به محور ماشین فرز داده شود-تامین
شود.جعبه دنده
حرکت اصلی ماشین فرز FU 32 x
150 ساخت تبریز برای تامین این دورها طراحی شده است:۳۰-۳۷٫۵-۴۷٫۵-۶۰-۷۵-۹۵-۱۱۸-۱۵۰-۱۹۰-۲۳۵-۳۰۰-۳۷۵-۴۷۵-۶۰۰-۷۵۰-۹۵۰-۱۱۸۰-۱۵۰۰- دور بر
دقیقه
تعداد دور محور اصلی بسته به نوع ماشین فرق می کند چون هر کدام از این
دستگاه ها طراحی خاص دارند از جمله ماشین فرز FUS-22ساخت تبریز
دارای این دورها است:۶۳-۱۰۰-۱۶۰-۲۵۰-۴۰۰-۶۳۰-۱۲۳-۲۰۰-۱۵-۳-۵۰۰-۸۰۰-۱۲۵۰- دور بر
دقیقه
مکانیزم تنظیم
دور
در قسمت شماره ۴ شکل بالا دریچه جعبه دنده محور اصلی دستگاه
فرز نشان داده شده است.در روی این
دریچه شستیهای فرمان و استپ و سرعت تند میز ماشین فرز نصب شده است.در
ماشین FU32 رنگ قرمز برای شستی استپ و سبز برای شستی فرمان راه-اندازه و شستی سیاه
برای حرکت سریع میز اختصاص داده شده و در کتار آن محور تنظیم و تغییر دور محور اصلی
قرار داده شده است و بر روی دریچه علامتی نشان داده شده که وسیله آن با چرخاندن
محور تنظیم دور تعداد دور مورد نظر را در مقابل این علامت قرار می دهیم.در قسمت
پایین این در یچه اهرمی نصب شده است که در شکل به حالت بسته نشان داده شده است.در
این وضعیت محور تنظیم دور روی دور مورد نظر قفل شده است و از جای خود حرکت نمی
کند.برای به حرکت در آوردن محور تنظیم دور باید اهرم فوق را کمی به سمت پایین حرکت
داده و آن را حول تکیه گاه به سمت خود بچرخانید. در نتیجه محور تنظیم دور آزاد شده
و میتوان آن را با چرخانیدن ،شماره دور مورد نظر را در مقابل علامت تنظیم قرار داد
و دور لازم را تنظیم کرد.پس از تنظیم دوباره اهرم را به حالت اول باید گرداند ودر
جای خود قرار داد.
کله گی افقی
در قسمت ۵ شکل بالا کله گی افقی یا یاتاقان گیر ماشین
فرز افقی نشان داده شده است.این قسمت در بالای بدنه به وسیله راهنماهایی در بدنه
کار گذاشته نصب می گردد.این قسمت از
ماشین از چدن ریخته گری شده و سطوح راهنمای آن با روش براده برداری فرم داده شده
است.در راهنمای دمچلچله ای آن یاتاقانهای میله فرز گیر نصب می گردد.تعداد این
یاتاقان ها یک یا دو عدد بسته به نوع کار انتخاب می شود.کله گی افقی
به وسیله فلکه ای که در زیر بر روی بدنه نصب شده دیده می شود،با فرمان چرخ دنده و
چرخ شانه ای که بر آن نصب شده حرکت می کند،در بالای فلکه گردان در قسمت زیر کله گی
در روی بدنه پیچ یا مهره ای قرار داده اند که به وسیله آن کله گی افقی در محل خود
ثابت می شود.پس هر وقت
نیاز به تغییر مکان کله گی باشد باید آن مهره را به وسیله آچار مخصوص باز کنیم و
سپس به کمک فلکه گردان آن را جا به جا کنیم.یاتاقانهای
نگهدارنده میله فرز گیر نیز بر روی راهنمای دمچلچله ای به وسیله پیچی که در روی آن
قرار داده شده محکم می گردد و تا هنگامی که این پیچها بسته است یاتاقانها از جای
خود حرکت نمی کنند.
میز
اصلی
در قسمت شماره ۶ شکل بالا میز اصلی ماشین فرز نشان داده شده
است . بر روی این میز سه ردیف شیار T شکل با روش براده برداری ایجاد شده است و روی میز با دقت لازم صاف و
پرداخت شده است
.قطعه کارهایی را که باید فرز کاری شود بر روی این میز به کمک روبند یا
گیره می بندند،همچنین دستگاههای میز گردان و یا دستگاه تقسیم نیز بر روی آن بسته می
شود.برای بستن قطعه کار یا گیره ها و یا سایر قطعات از پیچ و مهره هایی استفاده می
شود که سر آنها در شکاف T شکل میز قرار
می گیرد .میز ماشین فرز به وسیله پیچی به حرکت در می آید که در درون مهره ای قرار
گرفته است. گام این پیچ معمولا ۶ میلیمتر
است.در انتهای پیچ
در دو سر آن و یا در یک سر مانند شکل فلکه ای نصب شده است که به وسیله آن پیچ میز
ماشین به گردش در می آید .در قسمت روبه رو فلکه نصب شده که به وسیله آن میز ماشین
در جهت طولی به حرکت در می آید .بر روی فلکه در قسمت نزدیک بدنه میز حلقه مدرج نصب
شده که با دقت ۰٫۰۵ میتوان ماشین
میز را در جهت طولی حرکت داد.گام میز متحرک
میز گونیایی ۱٫۵ میلیمتر است و دقت آن نیز ۰٫۰۵ میلیمتر می
باشد .بر روی میز گونیایی فلکه گردان دیده می شود که حرکت عرضی میز اصلی را تامین
می کند و بر روی راهنمای دمچلچله ای در قسمت فوقانی نصب می شود
.این فلکه دارای حلقه مدرج است ،گام پیچ متصل به این فلکه معمولا
۶ میلیمتر است و دقت حرکت آن تا ۰٫۰۵ میلیمتر می
باشد .در قسمت جانبی
میز دستگاه باراتومات عرضی و قائم میز ماشین نصب شده که بسته به جهت قرار گرفتن این
دسته میز ماشین به سمت جلو یا عقب و یا بالا و پایین حرکت می کند.
دستگاه بار
اتوماتیک
ین قسمت به شماره ۸ در شکل بالا نشان داده شده حرکات سه گانه
اتوماتیک میز در جهت طولی و عرضی و قائم به وسیله این دستگاه ها انجام می گیرد .بر
روی این دستگاه معمولا الکتروموتوری نصب شده است و یا حرکت خودرا از محور اصلی را
دریافت می کند. در قسمت جلو محور تنظیم حرکت بار و حلقه ای دیده می شود که بر روی
آن سرعت های میز ثبت شده است .
سرعت
دستگاه
۱۹-۲۳٫۵-۳۰-۳۷٫۵-۴۷٫۵-۶۰-۷۵-۹۵-۱۱۸-۱۵۰-۱۹۰-۲۳۵-۳۰۰-۳۷۵-۴۷۵-۶۰۰-۷۵۰-۹۵۰
میلیمتر در دقیقه است و به وسیله علامتی که بر روی بدنه دستگاه اتومات
بار نشان داده شده تنظیم می شود همان گونه که در مورد تعداد دور محور اصلی دستگاه
فرز گفته شد سرعت میز ماشین بسته به نوع دستگاهها فرق می کند.مثلا میز
ماشین فرز FUS ساخت تبریز دارای سرعت های
:۱۲٫۵-۲۰-۳۱٫۵-۵۰-۸۰-۱۲۵-۲۵-۴۰-۶۳-۱۰۰-۱۶۰-۲۵۰
میلیمتر در دقیقه است
.در قسمت جلو محور تنظیم در مقابل حلقه سرعت نمای میز دسته ای گرد ( قطعه
شماره ۲۲ شکل ۴-۱)
که در هنگام تنظیم سرعت میز ابتدا باید این دسته را به بیرون کشید و پس
از تنظیم سرعت دوباره بر جای خود قرار داد .
بر روی این
دستگاه اهرمی دیده می شود که به وسیله آن میز ماشین فرز در جهت عرضی و قائم به طور
اتوماتیک حرکت می کند.
محور
اصلی
این محور در بدنه ماشین فرز پاتاقان بندی شده
حرکت الکتروموتور به وسیله جعبه دنده اصلی ماشین فرز بر آن ممنتقل می شود .درون
محور سوراخ مخروطی شکل نرم شده ای است که دنباله مخروطی میله فرزگیر در درون آن
قرار می گیرد و به وسیله پیچی که از درون محور اصلی عبور می کند در محل خود سفت می
شود.
- ماشینهای فرز
عمودی
محور اصلی این ماشین ها به طور عمودی یاتاقان بندی شده است .در زیر ماشین فرز عمودی و قسمت های مختلف آن را می بینید. این ماشین مانند ماشین فرز افقی از ۸ قسمت اصلی تشکیل شده است .
۱-بدنه ۲- تابلو برق ۳-جعبه دنده محور اصلی ۴-در جعبه دنده و شاستی های راه انداز و محور تنظیم دور۵- کله گی عمودی ۶- میز اصلی ۷-میز گونیایی ۸-دستگاه بار اتوماتیک
ماشین های فرز عمودی

ماشین فرز عمودی
|
شماره اجزای ماشین |
نام قطعه و شرح آن |
|
۱ |
شستی استپ |
|
۲ |
شستی راه انداز محور اصلی |
|
۳ |
طوقه محور تنظیم دور که تعداد دورهای تنظیم پذیر در روی آن ثبت شده است |
|
۴ |
دسته گردان محور تنظیم دور |
|
۵ |
شستی حرکت سریع میز ماشین |
|
۶ |
شستی محرک |
|
۷ |
کلید روشنایی |
|
۸ |
ضامن چرخش کله گی |
|
۹ |
اهرم ثابت کننده حرکت قائم محور اصلی میله فرزگیر |
|
۱۰ |
اهرم اتومات حرکت طولی میز اصلی |
|
۱۱ |
تنظیم کورس میز |
|
۱۲ |
پیچ محکم کننده میز |
|
۱۳ |
چرخ حرکت دستی میز ماشین در جهت طولی X مجهز به حلقه تنظیم و حلقه مدرج ورنیه دار تا دقت ۰٫۰۵ میلیمتر |
|
۱۴ |
شستی حرکت خرگوشی میز ماشین |
|
۱۵ |
شستی فرمان راه انداز محور اصلی |
|
۱۶ |
شستی استپ |
|
۱۷ |
پیچ تنظیم حرکت طولی اتوماتیک میز و دستی |
|
۱۸ |
حلقه مدرج جابه جایی عرضی میز |
|
۱۹ |
فرمان حرکت عرضی میز |
|
۲۰ |
حلقه مدرج ورنیه دار بار عرضی تا دقت ۰٫۰۵ میلیمتر اهرم دستی جابه جایی عمودی میز گونیایی دستی |
|
۲۱ |
دسته محرک میز گونیایی مجهز به حلقه تنظیم و حلقه مدرج ورنیه دار تا دقت ۰٫۰۵ میلیمتر |
|
۲۲ |
دکمه سفت کننده تعویض سرعت پیشروی |
|
۲۳ |
فلکه تنظیم سرعت پیشروی میز |
|
۲۴ |
طوقه مدرج بار اتومات که مقدار پیشروی میز در هر دقیقه بر روی آن ثبت شده |
|
۲۵ |
نشان دهنده حرکت پیشروی میز |
|
۲۶ |
اهرم بار اتومات حرکت عرضی و قائم میز ماشین(y و z ) |
|
27 |
دسته سفت کننده و ثبات حرکت میز |
|
۲۸ |
دسته سفت کننده اهرم اتومات حرکت طولی میز |
|
۲۹ |
اهرم بار اتومات حرکت عرضی وقائم میز(y و z ) |
|
30 |
چرخ حرکت دستی میز ماشین در جهت طولی(x ) |
|
31 |
کلید تعویض حرکت دور(چپ و راست) |
|
۳۲ |
کلید پمپ مایع خنک کننده |
|
۳۳ |
دکمه فشاری راه انداز ماشین |
|
۳۴ |
اهرم کلاج جعبه دنده اصلی و آزاد محور تنظیم دور جهت تعویض دور (اهرم تغییر دور) |
|
۳۵ |
کلید فرمان اتوماتیک یا دستی میز |
|
۳۶ |
اهرم سفت کننده ثبات میز گونیایی z |
|
37 |
چرخ فلکه جابه جایی محور اصلی در جهت قائم در درون پاتاقان |
|
۳۸ |
پیچ های نگهدارنده کله گی عمودی |


در جدول پرطرفدارترین رشتهها درکنکور89 مکانیک،برق را جا گذاشت

معاون سازمان سنجش درباره آمار داوطلبان استان تهران دارای رتبه های زیر هزار به
مهر گفت: در گروه آزمایشی علوم ریاضی کنکور سراسری 89، 46 درصد رتبه های زیر هزار
از استان تهران، در گروه علوم تجربی 21 درصد از استان تهران و در گروه علوم انسانی
37 درصد از استان تهران بوده اند.
رتبه زیر هزار پرطرفدارترین رشته پرطرفدارترین دانشگاه
(21 درصد پزشکی) 1(:دانشگاه علوم پزشکی تهران 2:دانشگاه علوم پزشکی شهید بهشتی
3:دانشگاه علوم پزشکی ایران 4:دانشگاه علوم پزشکی اصفهان)
آموزش Solidworks پیشرفته تنها در 3 هفته!!!

(بخش ویژه وطن دانلود)
سوپرایزی دیگر برای مهندسان و دانشجویان رشته های مهندسی مکانیک ، مهندسی صنایع ، نقشه کشی صنعتی و ...
آموزش جامع و تصویری نرم افزار حرفه ای طراحی سازه های صنعتی SolidWorks
این بار نیز شما بینندگان ، می توانید این مجموعه آموزشی مرجع را دانلود کرده و از آموزش های تصویری این مجموعه لذت ببرید.
مطمئن هستیم که اگز با soliworks کار کرده باشید از دانلود این مجموعه بسیار لذت خواهید برد.چون نکته های زیادی را به شما اموزش خواهد داد.
ادامه مطلب ...
شبیه ساز پرواز چیست؟
شبیه ساز سیستمی است که تلاش دارد تا تجربه پرواز یک هواپیما را به صورت واقعی در نزدیک ترین شرایط ممکن شبیه سازی نماید.انواع شبیه ساز پرواز از یک بازی ویدیویی تا اندازه واقعی یک کاکپیت هواپیما وجود داشته که بر روی پایه های هیدرولیکی قرار دارد و توسط یک کامپیوتر بسیار پیشرفته هدایت میشود.شبیه سازهای پرواز به صورت گسترده ای توسط صنعت هوانوردی و امور نظامی برای آموزش خلبان ها بازسازی سوانح پروازی و یا حتی برای پیشرفت و بهینه سازی هواپیماهای موجود به کار گرفته میشود.

شبیه سازی روباتیک بازوی اختاپوسها
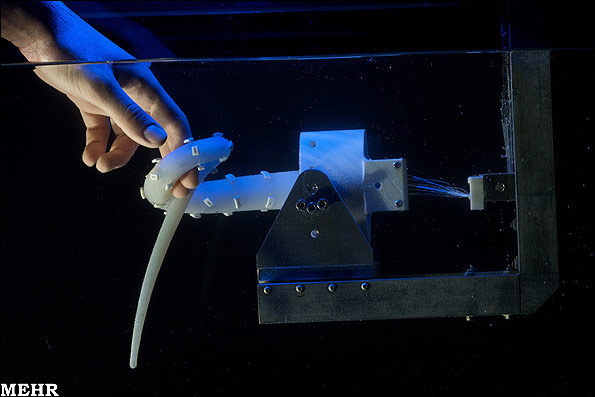
دانشمندان موفق به شبیه سازی روباتیک ساختار ماهیچه ای غیر عادی بازوی اختاپوسها شده اند، ساختاری که مشابه آن را تنها در زبان جانداران و خرطوم فیلها می توان دید.
به گزارش خبرگزاری مهر، گروهی از دانشمندان اروپایی رویای ساخت اختاپوسی روباتیک را در ذهن دارند که روزی می تواند جان انسانها را نجات دهد. نجات جان انسانها یکی از کاربردهای روبات اختاپوسی است که می تواند در کنار مسیریابی در زیر آب دریا و جا به جا کردن اجسام انجام دهد. اولین قدم برای ساخت این روبات نیز خلق یکی از بازوهای اختاپوس است.
محققان کالج سنت آنا در پیزا این بازو را به عنوان بخشی از پروژه ای بزرگتر خواهند ساخت که بودجه آن توسط کمیسیون اروپا تامین می شود. ساخت روباتهای کاربردی با بدنی مشابه نرم تنان یکی از دشوارترین پروژه های مهندسی به شمار می رود زیرا روباتها ذاتا با استفاده از مواد سخت ساخته می شوند در حالی که فناوری لازم برای ساخت بدنه ای لطیف و غیر سخت برای روباتها هنوز چندان توسعه نیافته است.
اختاپوسها از ساختار ماهیچه ای عجیبی برخوردارند که به صورت طبیعی در ساختار زبان و یا خرطوم فیلها یافت می شوند، محققان با مطالعه بر روی حرکات اختاپوسها دریافتند بازوی این جانداران برای وارد آوردن فشار به منظور گرفتن و جا به جا کردن اجسام کوتاه و بلند می شوند.
نمونه آزمایشی این روبات طولی برابر 17 اینچ دارد و از ساختار بدن اختاپوسهای مدیترانه ای شبیه سازی شده است. این بازوی ضد آب از مواد سیلیکونی ساخته شده و از درون آن کابلهایی فلزی به دسته ای از کابلهای نایلونی وصل شده اند. با ایجاد تغییر در این کابلها بازو می تواند اجسام مختلف را بگیرد. اصطکاک موجود در لایه خارجی سیلیکونی به اندازه ای است که نیاز به اجزای مکنده که در بدن اختاپوسها یافت می شود را از بین خواهد برد.
بر اساس گزارش دیسکاوری، چنین روباتی می تواند در زمینه های مختلفی کاربرد داشته باشد، برای مثال گروهی از پزشکان مشتاقند از این فناوری به عنوان ابزار آندوسکوپی ایمن تر استفاده کنند. همچنین می توان از این روبات در انجام عملیات امداد و نجات انسانها در زیر آب استفاده کرد.
بررسی انواع مکانیزم ربات های متحرک برای سطوح ناهموار
از ابتدای پدید آمدن ربات ها ، ساخت رباتی که بتواند روی زمین های ناهموار حرکت کند ، به عنوان یکی از خواسته های اصلی محققان و علاقه مندان علم رباتیک مطرح بوده است در نتیجه فعالیت های مختلفی در این خصوص با عنوان کلی ربات های متحرک انجام پذیرفته است .

مقاله بررسی انواع مکانیزم های ربات های متحرک برای حرکت در سطوح ناهموار نوشته امین انصاری و مهندس مهدی قنواتی ضمن بررسی و تعریف ربات ، به بررسی انواع ربات برای زمین های ناهموار پرداخته و انواع ناهمواری های زمین را بررسی خواهد کرد . در ادامه یک تعریف کلی و جامع از ربات را بیان می کند سپس در مورد ناهمواری های زمین و انواع ربات های مربوطه به تفصیل صحبت خواهد کرد.
منبع: رویاک ربات

آیرودینامیک پرواز
ادامه مطلب ...آیرودینامیک پرواز
تاریخچه
برادران رایت توانستند با استفاده از نبوغ و خلاقیت خود در دهم دسامبر 1903 که آرزوی دیرینه بشر را که پرواز بود تحقیق بخشند و از زمانی که اسحاق نیوتن فیزیکدان انگلیسی ، نیروی جاذبه را کشف کرد، فکر پرواز و غلبه بر نیروی جاذبه در انسان شدت بیشتری یافت. برادران رایت که یک مغازه تعمیرات دوچرخه داشتند، همیشه در فکر پرواز بودند.
